
对于铸造结果的不满意通常会促使我们对工作流程进行重新思考,对原有的加工方法进行改良。文中所进行一系列铸造测试的起因,是由于在使用remaniumstar 合金铸造一个体积特别大的桥体时,尽管单个牙冠的表面是光滑的,但是大部分的桥体单位却是粗糙的。对于大的固定桥在铸造过程中不能使用过热的合金。铸道的 设计和安插采用传统的方法:牙冠部位使用直径为3mm的铸道,桥体部位使用3.5mm的铸道,5mm的作为横铸道连接这些分铸道,主铸道直径则为4mm。 在下文中将详细描述,采用何种方法和步骤才能使铸件表面光滑而均匀。
铸造测试的准备
实现铸件表面光滑的前提条件,首先是使用颗粒精细的包埋材,例如应用于冠桥技术的remaCC。在初次铸造测试中选择一根粗的蜡杆,尺寸约为长60mm,高9mm,宽3mm,这类似于种植体上经过切削的杆结构。测试的另一个目的是铸造出不产生缩孔的体积大固定桥桥体,例如应用于磨牙区的桥体。
图1:测试的铸造“杆”表面粗糙,预热温度为950°C。

图2:测试的铸造“杆”表面较光滑,预热温度为800°C

图3:安插铸道的测试铸造“杆”。

图1显示了第一次的铸造测试。铸件表面上覆盖着细微的气泡,这是包埋材在包埋腔中对铸件表面造成的损伤。在所有的铸造过程中都使用了60g remaniumstar 合金,这相当于大约140g 贵金属合金的重量。铸造过程中尝试使用了各种不同的铸道设计和安插方法。在测试的开始阶段,铸造的预热温度设定为950℃。铸造过程中使用了高频离心铸造 机,当然也可以选用真空压力铸造机。使用直径为1.2mm的排气道并在比较低的茂福炉预热条件下观察,在离心力的作用下应用细铸道能将合金熔液甩出到何种 程度。在随后的各次铸造测试中预热温度被逐次降低50℃。以铸件表面的光滑度及是否形成缩孔来进行判断,发现优异的铸造结果产生在预热温度800℃的情况 下(图2)。即使炉温设定在850℃时,在使用同样重量合金的条件下,铸件表面仍然还是会出现轻微的粗糙感。铸道的安放采用铸造桥体的方式。为什么需要这 样设计,在后面的文章中还将做进一步的解释。铸件模型使用蜡杆的形状,上面直接安放了4 根直径为3.5mm的铸道。在离铸件10mm处安放了一根5mm的横铸道作为储金池并与主铸道相连(图3)。
图4:铸造的桥体,尽管使用储金池还是产生了明显的吸入性缩孔,预热温度为950°C。
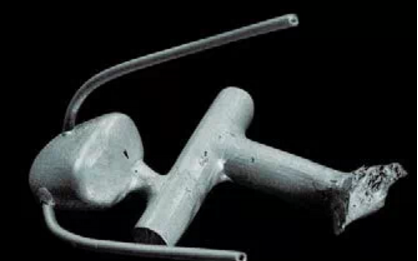
图5:铸造的桥体,改变了储金池的位置,吸入性缩孔消失,预热温度为800°C。
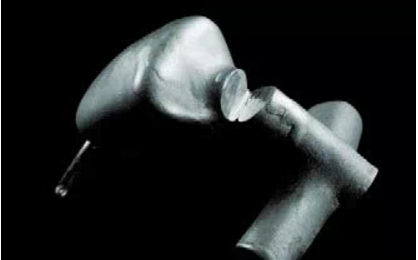
图4显示,使用直径为5mm的横铸道,在距离桥体2.5mm处与一根3.5mm的铸道相连。尽管使用了950℃的预热温度,桥体表面的粗糙程度也不像铸造 杆那样明显。当然使用的9g铸造金属量也远远低于测试铸造杆的用量。不理想的地方是,尽管已经使用了储金池还是产生了明显的吸入性缩孔。根据前面铸造测试 的结果,将作为储金池的铸道位置设定在距离桥体10mm处,并与主铸道相连。铸造之后对铸道进行横切(图5)显示,使用这种方法储金池的功能得到了很好的 利用。在设定预热温度为800℃的情况下,桥体表面也产生了出色的铸造效果。一个直径为3.5mm的铸道直接引导可以保证合金熔液能很快的注入到铸模中, 在没有分铸道的情况下也可以保证注入的熔液在铸模中不会产生更大的湍流现象。
测试铸造“固定桥”
除了铸件的表面得到改善之外(图6),还表明,在给定的铸造条件下,即使在预热温度降到800℃,铸造合金熔液也可以充分地被注入到冠的边缘,并形成锐的 边缘(图7)。而形成圆滑的冠边缘则表明合金熔液凝固的速度过快。图8中显示了在铸造一个13单位的固定桥时,并不需要在每个桥体单位上安置铸道。可以在 相邻的冠和桥体的中间分别安放一个3.5mm的铸道。根据前面测试的经验也要相应地安置作为储金池的铸道(图9)。这种方法有利于铸造后分离铸道,并减小 在分离打磨过程对牙冠造成的穿孔风险。相对于贵金属合金,在对钴铬合金加工时所产生的打磨损耗完全可以忽略不计。当然在大跨度的长固定桥中使用直铸道也存 在一个缺点,就是蜡模型在取下来的时候没有像添加了横铸道那样稳固,但尽管如此,铸件的密合度还是很精确的(图10)。
图6:铸造固定桥,采用铸道直接连接的方式。

图7:冠的边缘形成锐利边缘,预热温度为800°C

图8:为一个跨度较大的长固定桥安插铸道

图9:储金池被置于加热中心图

10:就位在模型上的铸造完成的13单位的固定桥

从冶金的角度进行讨论
一系列铸造测试的结果表明,精密铸造技术同样可以很好应用到牙科技术:避免材料的大量堆积,铸造温度尽可能降低到铸造所需的必要温度,熔液注入从厚的部位到达薄的部位,在热力中心要保证足够的储金池体积。
结论
如今,牙科领域大量地使用现代化的制造技术,例如多轴切削或者激光熔融技术等,来制作钴铬合金冠桥或者上部结构。然而,铸造技术在世界范围内还仍然被广泛 地应用。哪些因素对铸造的成功起着至关重要的作用,在本文中已经一一阐述。当然铸造钴铬合金的过程不能1:1等同于贵金属合金的铸造。下面的铸造参数对铸 件的质量会产生直接的影响:
正确设计铸道系统及安插的数量;
确定作为储金池的铸道在热力中心的正确空间布局和位置,以避免出现铸造缩孔;
因为不同种类的合金熔液的凝固速度不同,所以作为储金池的铸道与铸件之间应保证足够的距离;
根据铸件的大小选择相应的预热温度;
根据相应的铸造压力选择铸造合金的用量。
基本上,熔液温度过高以及熔液的量过大会导致熔液内部积蓄的热量过高,从而造成熔液冷却的时间过长,这些因素就会导致包埋材对铸件表面造成的破坏,这种破 坏终会形成铸件表面的粗糙。所以我们建议,要具体结合各个牙科技工所具备的铸造条件,对上面列举的铸造参数做相应的检查和调整。